產品批號: 17批
影響片數刻號:266 pcs
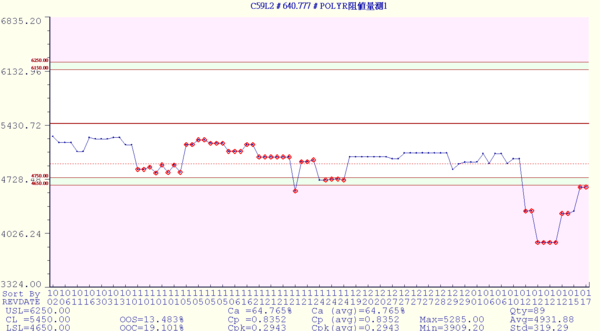
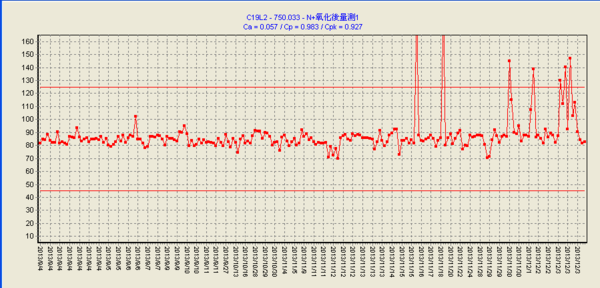
失效電性或超出線上規格: POLYR Rs low
相關生產站點機台: POLY_CVD@FB-4
異常原因: temperature control of Poly tube
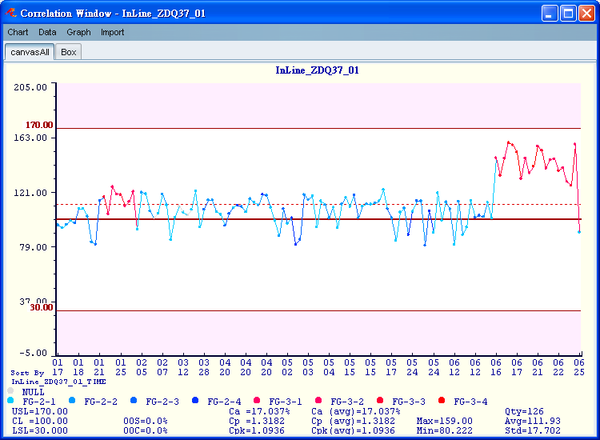
Major factors:
1. PM effect: We usually observed lower Deposition Rate (DR), which accompanies POLYR Rs drop in the beginning stage after PM. This DR change caused by thermal difference resulted from thin coating on tube wall.
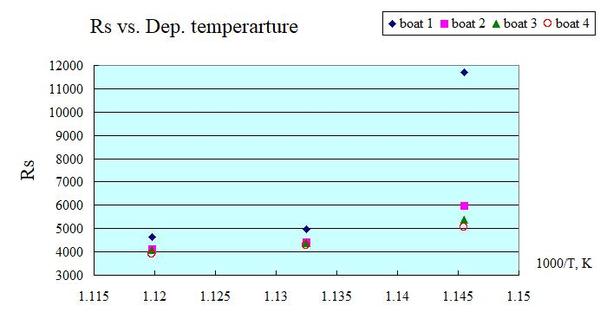
2. Temperature effect: according to DR equation, D=D₀exp(-Eₐ/RT), Poly-Si grain size and DR decrease with process temperature, as indicated by Rs vs. Dep. temperature plot.
3. Boat-to-boat Rs variation: heat loss effect at door side become worse as process temperature decreases
矯正動作: 1. 設備工程師需建立參考的基準TC資料庫, 研究水平爐管的溫差是來自於TC本身或是8mV校溫過程.
2. Boat-to-boat 溫差從boat4 到boat1遞減, 需改善溫度均勻性, 思考如何減少管口的熱流失的現象, 延伸穩定的均勻溫度區域
3. 跨機的挑戰與難度評估:以溫控能力比較, 水平爐管難度高於垂直爐管
產品批號: 6 lots
影響片數刻號:12 pcs
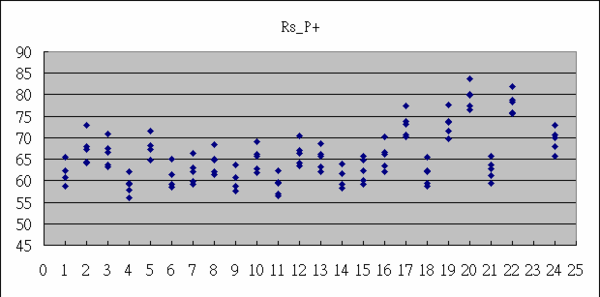
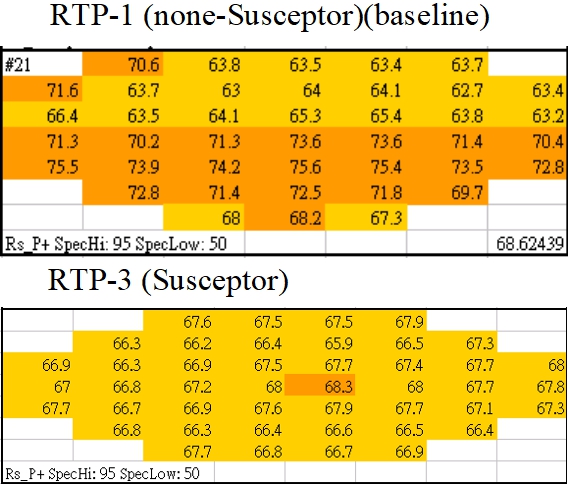
失效電性或超出線上規格: Rs_P+ >80, 即會造成 Bin8 or Bin9 fail
相關生產站點機台: CONT_RF@ RTP-1
異常原因: 不同產品製程流程晶背差異性,共用相同條件的程式造成RTP-1讀溫上的跳動性U% is no good
矯正動作: 1. C59L0 and C59L2目前驗證在RTP-3,溫度都是為940C 2. C59L0西電與昂寶不同設計造成RTP可能不同溫度需求
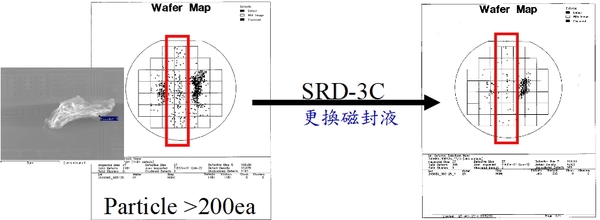
產品批號: 4 lots
影響片數刻號:63 pcs
失效電性或超出線上規格: Particle high
相關生產站點機台: MET1_SPU@ SRD-3C
異常原因: 檢查SRD-3C chamber與motor之間,磁封液乾涸造成無法密封,造成Particle high
矯正動作: 1. 更換磁封液測機正常交回生產。 2. 列入年保項目( 更換磁封液 ), 3. 修改年保養表OI
產品批號: 13 lots
影響片數刻號: all pcs
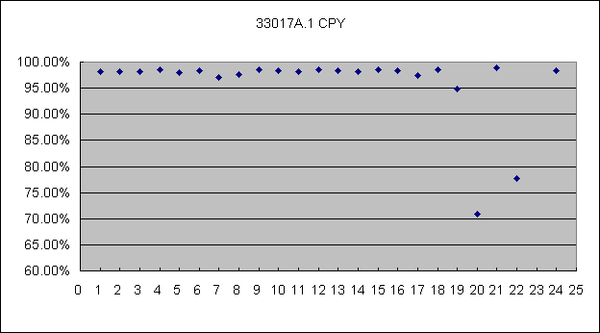
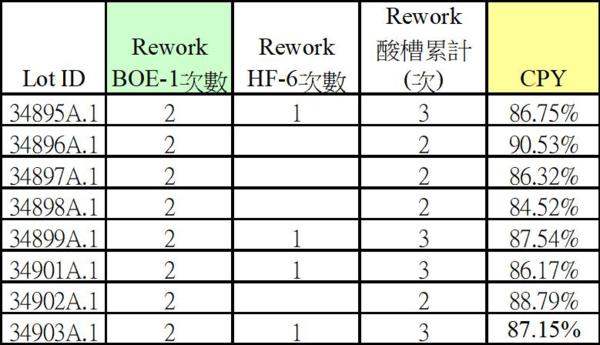
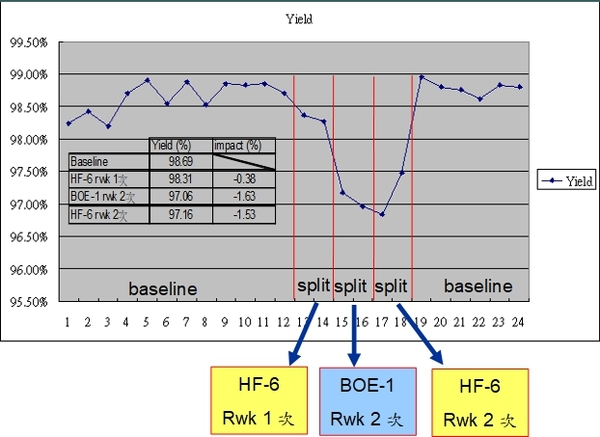
失效電性或超出線上規格: low yield, Based on CP data, 1~2% CP loss contributed from RWK,But impact lots suffer 6~10% loss which came from RWK U% and TLC hardware issue.
相關生產站點機台: NBURY-OXD@ FE-2
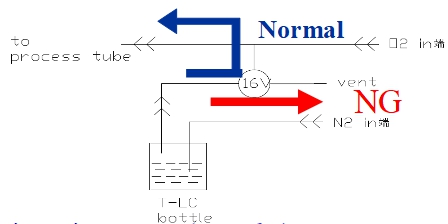
異常原因: NBURY-OXD色差RWK, FE-2 控制TLC flow之V16的電磁閥故障故障,造成產品厚度U%不佳,造成色差問題,導致多次rework惡化因子: 在多次rework中, BOE去除氧化層時造成表面損傷
矯正動作: 1. 更換電磁閥,確認V16閥動作正常Trans-LC 經由V16閥流進tube 內。 2. NBURY-OXD rework流程統一規則:(a) rework 只可一次,避免產品low yield, (b) BOE-1有破壞substrate可能,去film建議用HF-6酸槽蝕刻 3. 修改高溫爐管製程OI and 表單,PM時確認V16閥動作是否正常。
產品批號: 9 lots
影響片數刻號: all pcs
失效電性或超出線上規格: Major fail in Bin6,10,11
相關生產站點機台:EPI layer@Centura chamber A
異常原因: Centura mark(晶格缺陷)
產品批號: 5 lots
影響片數刻號: 57 pcs
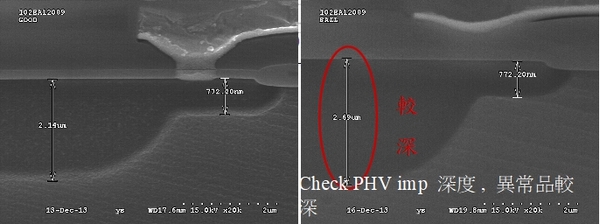
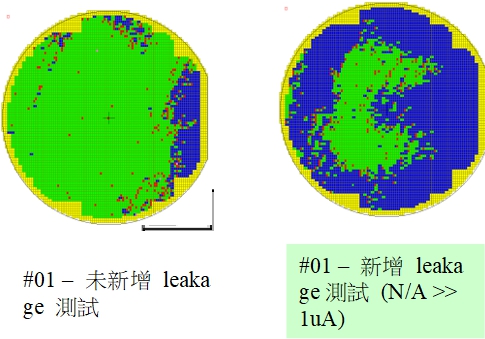
失效電性或超出線上規格: FT test fail 主因為HV NMOS leakage 偏高
相關生產站點機台:HVN DRV@FG-3
異常原因: HVN DRV cause AA OX remaining thicker & AA rework, suspect oxide growth during NHV DRV(all N2 flow in process) because of torch crack issue found on 6/21.
矯正動作: 1. PIE add inline DCOP to check oxide thickness on PCM after NHV DRV. 2. EQ will change torch/balljoint/clamp annually to reduce crack risk.
產品批號: 16 lots
影響片數刻號: all pcs
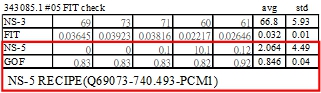
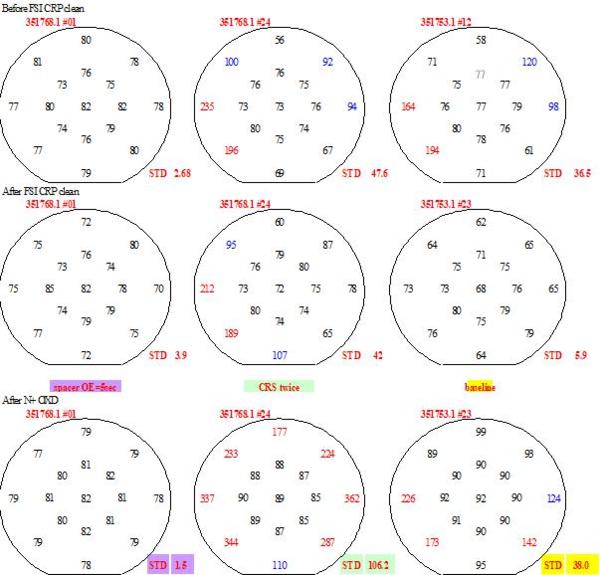
失效電性或超出線上規格: N+OXD OOS
相關生產站點機台:N+ OXD@FB-2
異常原因: 1. Bad remained oxide U% @SPAR ETC 2. Oxide measure w/ poor GOF @NS-5(OP2600) 說明: N+ OXD 是由SPAR ETC後的殘留氧化層經過氧化補長至N+ OXD作為N+ IMP, P+ IMP的mask oxide. 因此厚度均勻性會影響植入的分布.
矯正動作: 1. finetune spacer overetch(w/ 5sec) to improve remained oxide U%. 2. RWK on N+ OXD OOS impact lots, 根據 WAT data 結果如下 : N+ imp濃度以ERC, As120K620E15, P+ imp濃度以深度27K 較佳 (濃度不變, B27K375E15)
產品批號: 28 lots
影響片數刻號: 587 pcs
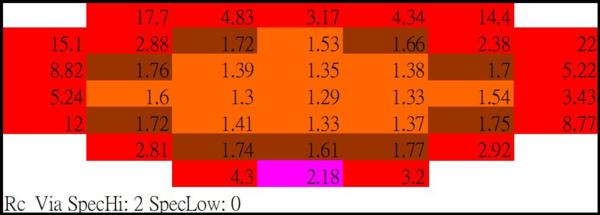
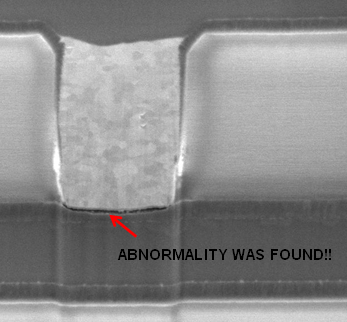
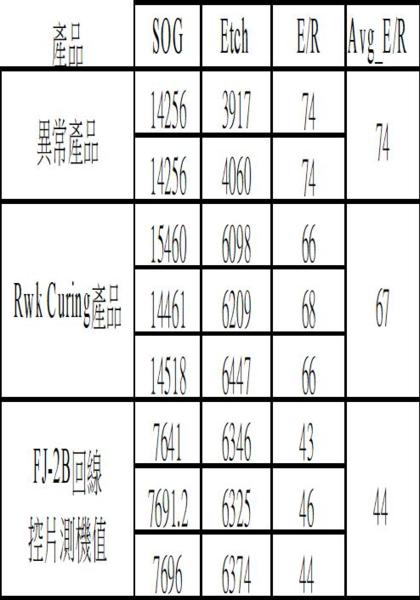
失效電性或超出線上規格: IMD SOG Etch Rate high & Rc_VIA OOS
相關生產站點機台:SOG CURING@FJ-2B
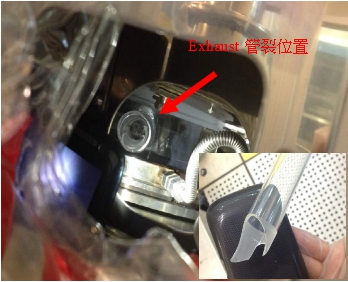
異常原因: FJ-2B機台Curing製程中, 抽氣管路Exhaust管破裂: (A) IMD1-SOG產品,,疑似製程中SOG有機氣體未揮發完全,造成蝕刻率變快. (B) MET2-SPU 產品,疑似interface位置長oxide film, 造成WAT fail.
矯正動作: 1. 測Native ox確認管路沒漏。2. PM 洗管後增加測機項目ER test。3. Exhaust 石英連接管加裝cover 防止被撞到。4. 評估加裝O2 detector 確認機台內含氧量。
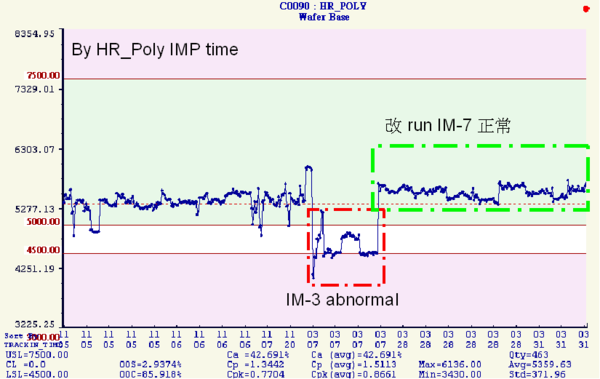
產品批號: 48 lots
影響片數刻號: 924 pcs
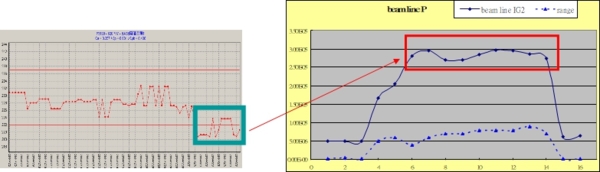
失效電性或超出線上規格: BASE-DRV ,Rs OOC/OOS
相關生產站點機台: BASE IMP@IM-7
異常原因: 真空異常造成Rs low, Beamline Prerssure Trend up,經層別與 L/L diaphragm pump swap 時發現 Pump 抽氣端 Clamp 鬆脫 , 懷疑 Clamp 鬆脫造成 diaphragm pump loading 過大跳脫 。
矯正動作: Beamline 真空 Highlimit 由 6E-5 Tighten 到 2e-5 , 可提早 Alarm 發覺異常.

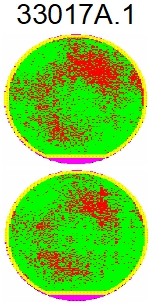
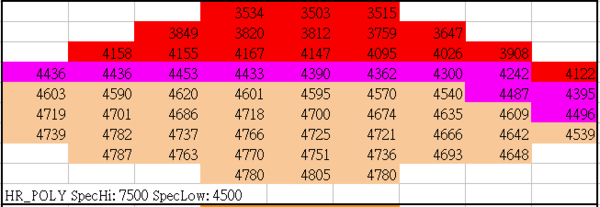
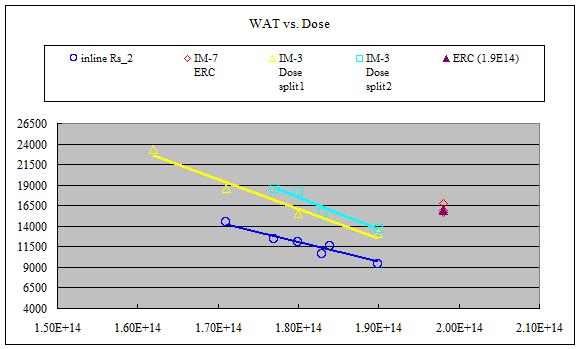
產品批號: 3 lots
影響片數刻號: 66 pcs
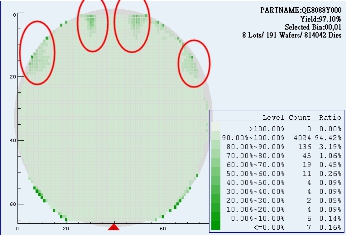
失效電性或超出線上規格: HR_POLY OOS, as shown in WAT map,
相關生產站點機台:HR IMP@IM-3
異常原因: WAT and inline RS the same issue : top Rs lowsuspect IM-3 dose shift by Y scan.
矯正動作: BK tool IM-7: ECN release
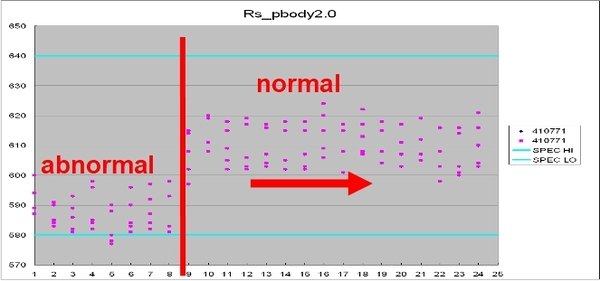
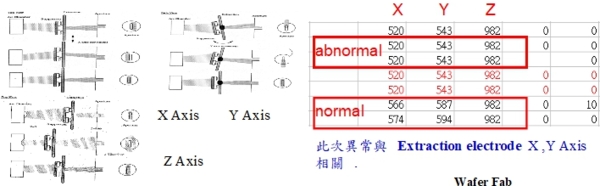
產品批號: 2 lots
影響片數刻號: 48 pcs
失效電性或超出線上規格: Rs_pbody2.0
相關生產站點機台:PBODY-IMP@IM-6
異常原因: PBODY-IMP 未split,電性呈現兩個groups , Check Log Extraction electrode X ,Y Axis 的改變相關.
矯正動作: 4/7 Annual PM Replace Extraction . 後續產品驗證. 敏感產品 X ,Y Axis 加卡 Limit.
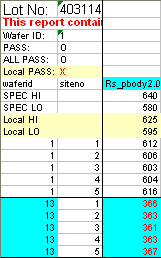
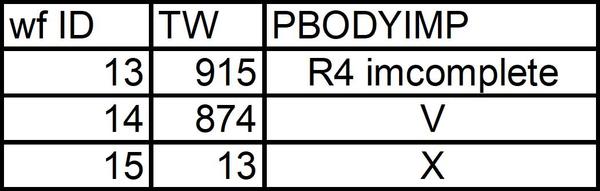
產品批號: 1 lots
影響片數刻號: 1 pcs
失效電性或超出線上規格: Rs_PBODY2.0 阻值少一半
相關生產站點機台:PBODY-IMP@IM-6
異常原因: PBODY-IMP double run @IM-6, Hold lot disposition: 1.誤判 #13 run 1/4 象限, 2. #13 TW 較 baseline 大=>誤判#13需rwk,導致over dose.
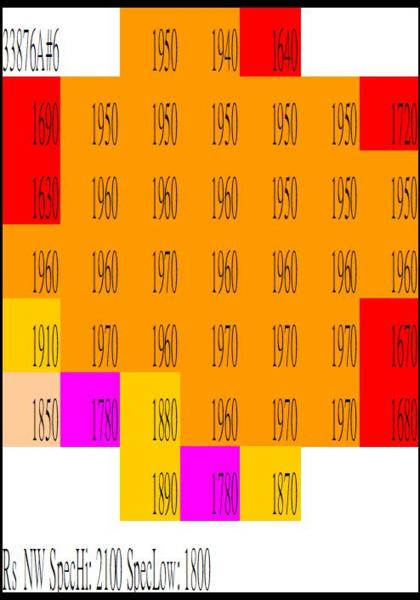
產品批號: 1 lots
影響片數刻號: 1 pcs
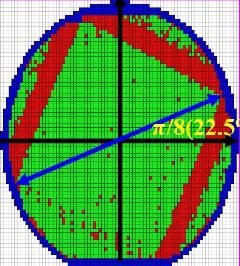
失效電性或超出線上規格: Rs_NW uniformity 特別差
相關生產站點機台:NW IMP@IM-6
異常原因: CP map 與 P/100K/3.36E12-R4 相關, WAT or CP fail pattern was resulted from continuous beam current drift in production( IMP stop @36.86% in rotation #4), that had been press “RESUME” instead of manual beam tuning.
矯正動作: Update O.I. to add E500 alarm disposition table.

參考文獻:


