2006.9.16 科印傳媒《印刷技術》王建東
印刷企業品質標準對套印應提出更高的要求。如套印的規定品質標準如下,圖像輪廓清楚:精細產品≤0.08mm(國家行業標準 0.10mm),一等品≤0.10mm(國家行業標準0.15mm),合格品≤0.20mm(國家行業標準0.20mm);正反套印及版面歪斜允差:精細 產品≤0.50mm(國家行業標準1.00mm),一等品≤1.00mm(國家行業標準1.50mm),合格品≤2.00mm(國家行業標準2.00mm)。印刷品從工藝設計到裝訂是一個系統工程,每一個過程受各種因素影響,都可能影響套印精度。

影響因素分析
1.印前因素
(1)設計
在工藝管理規定中應對設計製作做出如下要求:黑色字、線、圖案只許設計為單色黑印刷,不能四色疊印;五號宋體(15級)及以下的小字禁止設計為套色反白;反白字要大於五號黑體字,並應與背景拉開反差;製作專色套印版,為保障套印時不露邊,圖文應重疊一線;彩色字和各種網線套色的選用,應少用複色、多用單色,圖內頁碼,在深色處透白,在淺色處壓色,以目測可以看清為準等。總之,對於圖套圖、挖空圖、圖套字的設計要特別注意,為防止印刷漏白,設計時要合理應用「陷印技術」*等。
(2)拼版
桌面拼版一般不存在套印隱患,而手工拼版存在的隱患較多。應選用平整厚實且不易變形的滌綸膠片做底版,原片粘貼牢固平整,平拿平放不宜捲曲,長期存放後要重新檢查套印是否準確。
(3)原版膠片
原版膠片長期存放後受環境溫濕度的影響(若有條件,對存放原版膠片的房間要進行溫濕度控制),或存拿方法不正確,都可能會出現局部變形。因此,晒版前一定要進行套印檢查,發現問題及時修改或重出。
(4)晒版
晒版前晒版人員應對多色版的原版膠片進行套準檢查,檢查套晒和連晒是否準確以及烘版是否造成印版變形等,這都是影響套印準確的因素。

2.印刷設備因素
印刷設備的精度對套印準確產生至關重要的作用。現代化膠印機一般都能保證在機械方面達到精確套準。但是無論機器製造多麼精密、調節多麼合理,由於外部因素的作用,機器必然要產生震動,導致套印誤差。另外,隨著機器使用時間的推移、各個零部件的磨損,再加上保養不到位,勢必會加劇套印誤差。一臺印刷機從輸紙機構到收紙機構都有可能影響到套印。
現在比較大的印刷廠在印刷設備配備上機型種類較全,單色、雙色、四色以及其他多色機都有,生產調度在安排生產時,一般都要根據活源的特點、色數等來安排不同的機型印刷,但很少出現讓單色機印刷多色活的情況。另外,目前印刷機前規、側規處的檢測裝置(一般都是光電管檢測)都非常靈敏,輸紙部分引起的紙張歪斜一般都不能進入印刷部分,當然也不能影響到套印,因此單張紙多色印刷機影響套印的機械因素主要集中在遞紙機構到收紙機構部分,這一部分的常見影響因素是遞紙滾筒、壓印滾筒、傳紙滾筒及收紙鏈條的叼牙叼力不一致,整排牙墊的平整度不一致。為了避免機械套印不準,首先要有正確的保養措施和健全的保養制度。遇到套印不準現象,要冷靜分析,如果確認是機械故障,則要拿出正確的維修方案,在專業維修人員的指導或親自動手時才能進行,切忌隨意亂調亂動。例如由於操作人員採用不正確的調牙方法,使壓印滾筒牙墊高低不平、叼牙叼力不一致,造成印厚紙套印免強還行,薄紙根本就印不了,對紙張的適應性大大降低。專業技術人員對該機進行分析診斷,對四組壓印滾筒牙片、牙墊進行逐個清洗並精確調整。之後該機恢復正常。
3.印刷人員的操作技術
印刷人員對設備性能的熟悉程度、技術操作的正確程度對套印都會造成不同程度的影響,比如印版的正確掛版、校正,橡皮布的正確安裝,使用合理的印刷壓力,水墨平衡的控制,輸紙部件的正確調整,根據活源特點合理安排印刷色序等。
4.紙張因素
紙張是一種可變形材料,它在印刷過程中造成套印不準的主要原因有以下3種。
(1)印刷過程中印刷壓力使紙張壓縮變形。
1.通常在擠壓力的作用下,印張的寬度和拖梢兩角的長度會有微量的增加,其增加量決定於紙張的變形特性和作用力的大小。
2.同樣過大的擠壓力,塑性變形大的紙張,其紙張尺寸和圖文尺寸都有所增加,而彈性變形大的紙張,則紙張尺寸和圖文尺寸基本不變,有時反而有縮短的趨勢。
3.塑性變形大的紙張,第一次壓印後的變形最大,而以後各次壓印的變形很少。
4.變形與紙張的絲縷有密切關係。同批印刷的產品如紙張絲縷不同,要做記號分別使用。
5.伸縮率是決定紙張在印刷中變形程度的重要標誌,印刷前最好加以測量。
(2)受含水量的影響而引起自然變形。影響紙張含水量的因素有兩個:一是環境溫濕度,一是印刷過程中版面的水分控制。要想克服紙張自然變形,有利於套印準確,就要做到以下幾點。
1.加強白料、半成品的保管,使紙張的含水量與車間的溫濕度相適應,使紙張間及紙張本身的含水量一致。
2.版面水分要控制到最小。
(3)紙張剝離滾筒時的拉伸變形。要想克服剝離張力就要做到以下幾點。
1.滾筒叼牙要有足夠的叼力。
2.紙張塑性變形小。
3.橡皮布的黏著性要低。
4.圖文面積較大、墨層較厚時要適當控制車速。
彌補措施
克服套印不準,重在預防,但是在實際生產過程中又很難完全避免,我們如何彌補這些套印不準現象呢?
1.彌補上下套印不準
常用的彌補方法是使滾筒襯墊發生變化,但增減變化值不能超過0.10mm。
2.彌補左右套印不準
常用的彌補方法是縮放版法或晒版借線法。所謂縮放版法,是將一張完整的膠片分兩次或多次裝版定位和曝光才能晒出一塊完整的印版,即在找好基準點後(根據縮放需要,基準點可以有一個甚至多個),按正常方式先晒原版無須縮放部分,然後將原版需要縮放的部分依據基準點向左或向右(或者旋轉)移動微量,使整個圖文左右方向在印版上變窄(縮版)或變寬(放版),從而達到解決套印不準的目的。
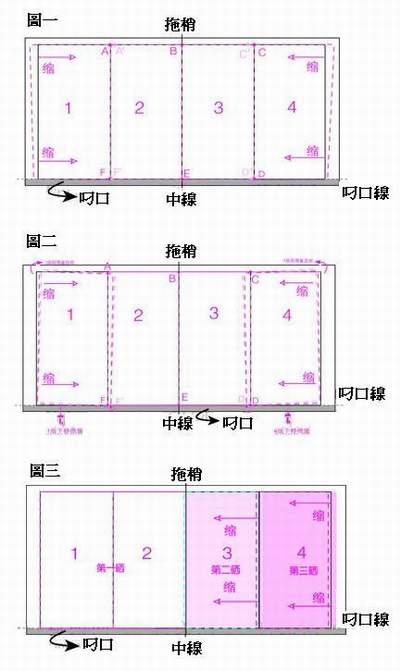
由於不同的紙張有不同的塑性變形,印刷過程中可能會出現各種各樣的變形。以四色機為例,常見情況是第一色組左右方向微量變寬,第二、三色組套印準確,第四色組左右方向微量變窄。下面以四色機M、K、C、Y為色序、以16開課本的內文為例,介紹3種典型的縮放版法。
第一種方法:K、C、Y版套印準確,M圖文在印張左右方向整體變寬且上下變數基本一致。這樣就需要透過使M版圖文在印版上左右整體變窄,以達到套印相對準確的目的。具體操作方法如下。
按照正常晒版方式,在PS版上標出叼口線及中線。將M版原版叼口外裁線、中線與PS版標出的叼口線及中線對準定位,如果確定右半部分縮版,就可以先晒左側圖文,使用黑紙或黑片基等不透光性物質擋蓋在中線右側的原版上面,對其進行遮光保護,然後抽氣、曝光,這樣就在PS版左側記錄下原版左側圖文。
當左側圖文曝光結束後,進行右側圖文的定位。用棉球或毛筆浸上適量顯影液在PS版上擦顯上下中線,使其明顯、易於套準觀察,若PS版的曝光顏色變化顯著,這步擦顯作業可省略。仍將原版如上法對準定位,叼口上下位置不變,左右方向以PS版上下中線為基準點,根據縮放量,在放大鏡的幫助下,平行向左移動微量,移動量一定要準確,避免浪費版材。定位完成以後,在原版左側上面遮蓋黑紙,晒出右側圖文。至此M版縮放完成。
第二種方法:K、C、Y版套印準確,M版在印張上呈「喇叭狀」變形,即M版圖文拖梢邊在印張上伸長得多,叼口邊在印張上伸長得少。如果將印張上的圖文分為1、2、3、4共4個版面,如圖1所示,則1、4版面需要縮版。先晒2、3版面,這樣在PS版上就出現了A、F、C、D 四個基準點,依據這四個點找出新的縮版定位點A’、F’、C’、D’。如果把需縮版部分看成一個剛體,1、4版面上邊縮得多下邊縮得少,則出現圖2所示淺紅虛線的情況,因此縮版時不僅要注意左右方向,一定還要注意上下位置的改變,根據縮放量使整個版面向下移動微量(即要找出第三點F”和D”點作為旋轉支點),旋轉縮版時才有可能恰到好處,才能達到上下左右借線的目的。
第三種方法:K、C、Y版套印準確,M版呈現如圖3所示的變形。則1、2版面在PS版上進行原晒,然後先縮第3版面,再縮第4版面。在這種情況下就在同半邊出現了四個基準點,進行了連續兩次縮版,在計算縮放量時一定要注意晒第三晒時的實際縮放量為印刷樣上表現出來的縮放量減去二次晒時的縮放量。
放版與上面方法完全相同,只是移動方向不一致。
在決定進行縮放版前,首先要做好以下工作。
1)確定印刷樣品套印品質是否在合格品要求範圍內。
2)確定目前的印刷樣是否在水墨完全平衡的條件下印出的,否則縮放出來的版也不會準確。
3)確定紙張伸長或收縮變形是否有規律。
4)同一批活紙張不同時縮放一定要注意。
5)在進行縮放版前,首先要找好基準點,即哪一部分為原晒(無須縮放),哪一部分需要以基準點為準進行縮放。
6)進行縮放的位移量一定要測量清楚,而且實際縮放量要略小於應該看到的縮放量,因為原試印樣未必一定都在完全水墨平衡狀態下進行。
7)在有滿版平網或實地的情況下,要看需要縮放的基準點部分的平網或實地丟失對活源或後工序有無影響,沒有影響就可以進行縮放。在這種情況下如果沒有更好的解決套印不準(如甩角)的方法,就可以採取變換色序的方法,把沒有平網的版面放在易甩角的機組(一般是第一色組),從而達到能夠進行縮放版的目的。
8)透過拼晒的方法晒出來的版首先要檢查第一次拼晒是否準確,然後再決定是否縮放版。隨著CTP技術的應用,根據以上縮放版原理,在電腦上解決套印不準問題變得更加容易、更加準確、更加有效。同傳統晒版一樣,並非所有的版面都能進行縮放,仍有一定的局限性。
總之,要想印出完美的或高檔的印刷品,在做好印前預防的前提下,良好的印刷設備、良好的紙張性能兩者缺一不可。上述彌補套印不準的方法是在一種無奈的情況下採取的彌補舉措。
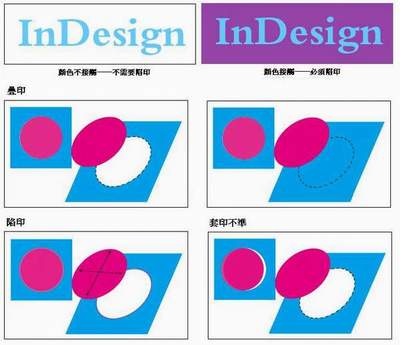
*陷印技術叫補漏白,又稱為擴縮,主要是為了彌補因印刷套印不準而造成兩個相鄰的不同顏色之間的漏白。
實施陷印處理也要遵循一定的原則,一般情況下是擴下色不擴上色,擴淺色不擴深色,還有擴平網而不擴實地的意思。有時還可進行互擴,特殊情況下則要進行反向陷印,甚至還要在兩鄰色之間加空隙來彌補套印誤差,以使印刷品美觀。
陷印量的大小要根據承印材料的特性及印刷系統的套印精度而定。一般膠印的陷印量小一些,凹印和柔印的陷印量要大一些,一般在0.2-0.3mm,可根據客戶印刷精度或要求而定。
常見的陷印處理方法主要有4種。
(1)單色線疊印法:在色塊邊上加淺色線條,並將線條屬性選為疊印。
(2)合成線法:在色塊邊上加合成線.線條屬性不選為疊印。
(3)分層法:在不同的層上透過對元素內縮或外擴來實現陷印。
(4)移位法:透過移動色塊中拐點的位置來實現內縮或外擴,一般用在與漸變有關的陷印中。