當抄紙在抄紙機上成為流體狀的紙漿纖維受到抄紙機的慣性運動作用,使得紙漿的纖維排列方向與抄紙機的運動方向平行,而形成紙張中的纖維朝同一方向排列,而所謂絲流方向(grain direction),即是紙張中纖維排列的方向。
絲流的定義
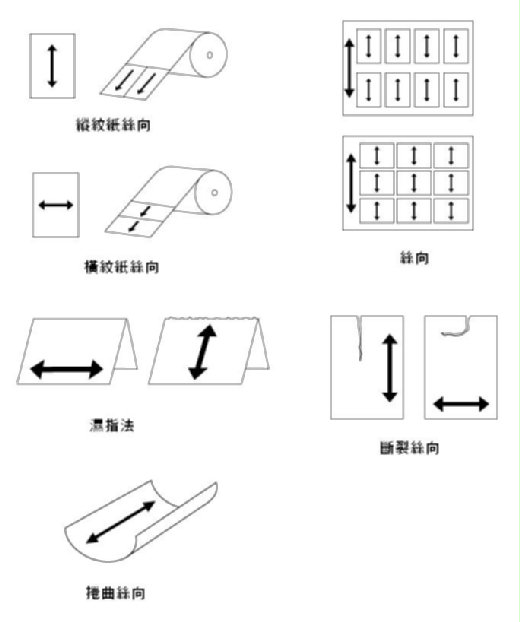
紙張絲流方向平行於紙的長邊者稱之為縱紋紙,又稱為順絲流,日本稱之為T目,見圖所示。紙張絲流方向平行於紙的短邊者稱之橫紋紙,又稱為逆絲流,日本稱為Y目,見圖所示。

一、彩色套印與絲流
紙張遇到水氣會伸縮變形,根據實驗顯示:縱紋紙(順絲流)的伸縮小於橫紋紙(逆絲流),因此,在彩色印刷或多色印刷時宜採用縱紋紙印刷,如此可避免因紙張伸縮所造成套印不準的現象,但如果使用四色機一次作業,則因快速印刷紙張伸縮的影響變小,此時採用的橫紋紙來印刷也能得到不錯的效果。

紙張進入印刷機印刷時,其絲流方向應平行於印刷滾筒,其紙張較不容易起皺,反之,若絲流方向垂直於滾筒進入印刷機,會因纖維的伸縮及硬度使紙張打皺或有摺痕出現。

印刷品在摺紙過程中,其絲流方向應平行於裝訂邊或摺線,如此,所摺出來的卡片摺邊才平滑圓順,所裝訂出來的書刊較利於翻閱,反之,絲流方向垂直於裝訂邊或摺線時,卡片的摺線容易產生裂痕,而書刊較不容易攤平展讀。

在設計包裝盒時,其絲流方向要平行盒口,如此所設計出來的盒子盒型方正,挺度強、承受力大,適於堆疊陳列,如圖所示。反之,若絲流方向垂直於盒口,其所設計出來的盒子外型容易彎曲變形,盒口鬆軟無法承受重力,不適於堆疊陳列,如圖所示。

一般懸吊式印刷品如:月曆、POP海報,其絲流方向要垂直於重力方向(地心引力),如此,其紙張受到溼氣時雖會向上捲曲,但向上捲曲的力量會被重力往下拉 而捲曲,但向上捲曲的力量會被重力往下拉而抵銷,使紙張依然保持平整的情形,反之,若絲流方向平行於重力方向,紙張容易左右內捲曲變形。

在紙張或紙板裱貼處理時,其絲流方向要相互垂直,如此,其紙張受潮捲曲變形的方向,剛好上下左右相互抵銷,使紙張在裱貼時不會因濕氣而變形,而保持紙面的平整,挺度增強,反之,裱貼時絲流方向相互平行,在裱貼時會因受捲曲方向相同而產生加乘作用,而擴大變形現象。
絲流方向的檢驗法
(一)外觀法
(1)未拆封的紙其商標紙上印有箭頭方向,此方向即為絲流方向。
(2)紙邊比較法:是一種比較不精確的方法,一般較平齊的一邊是絲流方向,較粗糙的一邊是垂直絲流方向。

將紙張橫摺一次及縱摺一次,立刻可發現一邊摺線之摺痕平滑,另一編織摺痕則較為粗糙,甚至有破折纖維痕跡出現,此較平滑摺痕的方向即為絲流方向。

(三)紙條法
將紙張之垂直兩邊各沿邊緣切取2㎝× 20㎝之紙條各一條,將兩張紙條重疊,握住紙條的尾端,將紙條之位置上下倒置,由於絲流方向之硬度較大,若兩條紙條分離(如圖所示),則上面紙條方向為絲流方向,若兩紙條密合則下面紙條方向為絲流方向。

(四)濕指法
將整張或註明方向的小紙樣,使其單面浸濕,紙張會朝乾面捲曲,捲曲方向的軸線必定與絲流方向平行。

(五)彎曲法
將厚紙板或一疊薄紙,依長邊與短邊的兩個方向作彎曲測試,彎曲的方向與絲流方向平行時抗力較小,反之抗力較大。
(六)撕紙法
分別將紙的長邊與短邊,各以直線的手法撕開約15公分的缺口,若撕紙方向與絲流方向平行時則撕痕較平直且順手。反之,若撕紙方向與絲流方向垂直時撕痕較不平整且抗力較大不易撕開。(摘自:paper center newsroom紙上談兵)
檢查捲筒紙紙頁外觀品質的方法,一般是割取捲筒外周10層,去掉最外面5層,以其中5層為紙樣,檢查捲筒紙的品質情況(每批一般應取2-3件)。平板紙的外觀品質檢查比較容易進行,一般從同批貨的所有紙中,按標準取樣方法取幾件打開,再從每件中取兩令逐頁進行外觀品質的檢查。透過檢查,弄清紙張外觀方面的主要優缺點,查出紙張的漏選率和存在的紙病。具體的檢查方法有以下五種:
一、斜看檢查
有些外觀紙病,如紙面的有光澤或無光澤條痕、毛布痕、伏輥影痕等,用平看檢查方法不易發現,必須用斜看檢查方能看出。斜看檢查是用兩手把紙張的一邊提高一些或放低一些,從不同的角度斜看紙面,發現紙張外觀品質的缺陷或不足。如有的紙在抄造時由於真空伏輥的真空度或伏輥上的壓力不當,伏輥上按規律排列的孔就會反印在紙面上。這種孔的影痕不夠明顯,平視檢查和透視檢查都不易發現,只有當斜著檢查時才能發現。又如檢查紙面是否起毛,一般先用手摩擦紙面,再把紙張的一邊提高,把眼睛湊近對著光線斜看,如果紙面起毛,就可看到紙面上豎立著許多細小纖維。
二、迎光透視檢查
將紙張迎著光源(或放在裝有反光燈的玻璃上)照看,讓光線透過紙頁,用肉眼觀察紙張的品質。查看紙張纖維組織的均勻程度和不透明程度,檢查紙張的品質。查看紙張纖維組織的均勻程度和不透明程度,檢查紙張有無「雲彩花」、透明點、髒點、孔眼及透光不均的條痕等。
三、反射光平視檢查
將紙張平鋪在檢查台上或桌面上,借反射光用肉眼距離紙面
手摸檢查是靠感覺器官的接觸感覺反映的。手摸檢查可以發現紙張厚薄不一的毛病,有經驗的還可透過手摸掌握紙張定量偏高偏低的程度。手摸檢查還可判斷出紙張有無夾在紙頁內部的草筋、纖維束和細小砂粒等,從而發現隱蔽著的紙病。有些處在紙面的小漿疙瘩和白色的細小砂粒,由於其顏色與紙面一樣,單憑肉眼不易發現,但用手摸就能感覺出來。另外,用手適度揉搓或抖動紙張,然後觀察揉搓或抖動後的紙張有無裂口,就可初步判斷出紙張是否發脆。
五、聽聲檢查
聽聲檢查是用手抖動或揉搓紙張,用耳朵聽其發出的聲音來判斷紙張的某些性能。紙張的強韌性通常被稱做紙張的「身骨」。「身骨」好的紙,用兩手捏住紙張上下抖動時,發出的聲響比較清脆,「身骨」差的紙張發出的聲響就比較微弱。「身骨」越強的紙響聲越大,在張力作用下不容易拉斷。不同原料製成的紙張響聲也不同,一般木漿紙比較清脆,草漿紙比較渾濁,棉漿紙比較柔和。同樣原料用不同製漿方法生產出的紙張其響聲也不同,一般硫酸鹽法漿造的紙比亞硫酸鹽法漿造的紙響聲要大一些。(摘自包裝印刷論壇/2007.1.30)



